Gia công Phay CNC
Gia công phay CNC là một công đoạn rất quan trọng trong cơ khí, phay CNC là một trong những phương pháp gia công tiết kiệm nhưng vẫn cho ra đời các sản phẩm chất lượng tốt. Vậy để hiểu rõ hơn về gia công phay trong cơ khí hãy cùng theo dõi ở bài viết sau đây nhé.
1. Gia công phay CNC là gì?
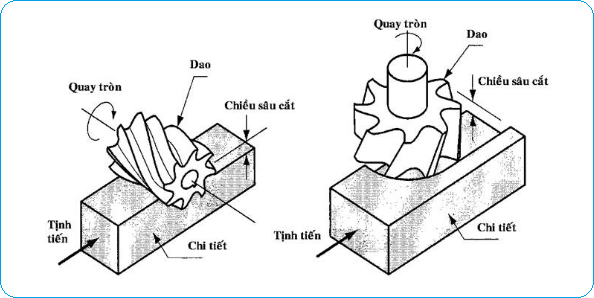
Phay là phương pháp gia công cắt gọt dựa trên sự chuyển động tròn xoay quanh trục của dụng cụ cắt (dao phay) và kết hợp giữa vị trí của dao phay với phôi để loại bỏ những phần vật liệu thừa nhằm tạo hình khối mong muốn. Quy trình phay được thực hiện trên máy CNC được gọi là gia công phay CNC với sự điều khiển tự động của hệ thống máy tính.
Phương pháp này có thể được thực hiện trên các loại vật liệu khác nhau, như kim loại, nhựa,… và mang lại nhiều lợi ích, như tăng độ chính xác, năng suất và linh hoạt của sản phẩm, giảm chi phí và thời gian sản xuất, và tạo ra các hình dạng phức tạp mà các phương pháp gia công khác không thể.
Gia công phay bao gồm ba yếu tố chính: dao phay, vật liệu và máy phay.
Vị trí giữa dao phay và phôi được thực hiện thông qua các chuyển động tịnh tiến theo 3 trục, 4 trục hoặc 5 trục của dao phay hoặc phôi.
 |
Dao phay là một công cụ cắt có nhiều răng cắt được bố trí xung quanh một trục xoay. Dao phay có thể có nhiều hình dạng, kích thước và loại khác nhau, tùy thuộc vào mục đích và vật liệu của gia công phay.
Vật liệu là vật liệu cần được gia công phay để tạo ra sản phẩm mong muốn. Vật liệu có thể có nhiều đặc tính khác nhau, như độ cứng, độ bền, độ dẻo, độ dẫn nhiệt, độ dẫn điện, màu sắc, độ bóng hay độ nhám.
Máy phay là một thiết bị cơ khí có khả năng di chuyển dao phay và vật liệu theo các hướng khác nhau để thực hiện gia công phay. Máy phay có thể có nhiều loại khác nhau, như máy phay đứng, máy phay ngang, máy phay bánh răng, máy phay đa năng, máy phay CNC và máy phay laser.
Giả sử chúng ta muốn gia công một tấm thép thành một hình vuông có cạnh 10 cm. Chúng ta có thể sử dụng dao phay mặt phẳng để gia công các cạnh của tấm thép.
 |
2. Chuyển động tạo hình của gia công phay
Chuyển động tạo hình là chuyển động của dao phay và vật liệu trong quá trình gia công phay. Việc này quyết định đến hình dạng, kích thước và độ hoàn thiện của sản phẩm. Chuyển động tạo hình của gia công phay bao gồm hai loại chuyển động chính: chuyển động cắt và chuyển động tiến. Đó là:
Chuyển động cắt: Là chuyển động của dao phay xoay vòng quanh trục của mình, tạo ra lực cắt lên vật liệu. Chuyển động cắt quyết định đến tốc độ cắt, độ sâu cắt và độ nhám của bề mặt sản phẩm. Chuyển động cắt có thể được điều khiển bằng cách thay đổi tốc độ và hướng của dao phay. Tốc độ cắt là vận tốc của dao phay tại điểm tiếp xúc với vật liệu, được tính bằng công thức:
Trong đó:
- Vc là tốc độ cắt (m/phút)
- D là đường kính của dao phay (m)
- n là số vòng quay của dao phay (vòng/phút)
 |
Chuyển động tiến: Là chuyển động của vật liệu dịch chuyển theo một hướng nào đó, tạo ra tiến dao cho gia công phay. Chuyển động tiến quyết định đến chiều dài, chiều rộng và chiều cao của sản phẩm. Chuyển động tiến có thể được điều khiển bằng cách thay đổi tốc độ và hướng của vật liệu. Tốc độ tiến là vận tốc của vật liệu tại điểm tiếp xúc với dao phay, được tính bằng công thức:
Trong đó:
- Vf là tốc độ tiến (mm/phút)
- z là số răng cắt của dao phay
- n là số vòng quay của dao phay (vòng/phút)
- fz là tiến dao trên một răng cắt (mm/răng)
3. Các phương pháp gia công phay
Cuối cùng, chúng ta sẽ tìm hiểu về các loại gia công phay phổ biến để có thể lựa chọn và sử dụng phương pháp gia hợp lý và hiệu quả với từng loại công việc. Các loại phương pháp phay có thể được phân loại theo nhiều tiêu chí khác nhau, như hướng của dao phay, hình dạng của dao phay, hình dạng của vật liệu, hướng của vật liệu, độ sâu của vật liệu, độ chính xác của vật liệu, hoặc tốc độ của vật liệu. Dưới đây là một số loại gia công phay phổ biến:
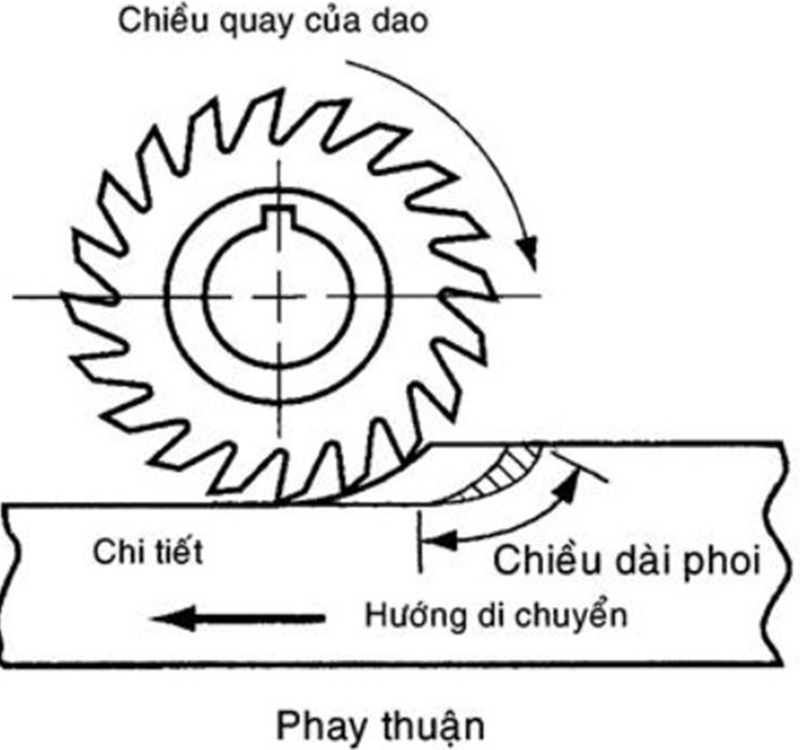
3.1 Phay thuận
Phay thuận, một trong những phương pháp gia công kim loại quan trọng và lâu dài. Nó đã đóng góp một phần quan trọng vào sự phát triển của ngành công nghiệp chế tạo. Là phương pháp phổ biến, phay thuận nổi bật với đường cắt xoay di chuyển theo chiều quay của vật liệu.
Nó có nguồn gốc từ phương pháp phay xoay truyền thống và nó đã trải qua sự phát triển với công nghệ hiện đại. Quá trình phay thuận như sau: chọn lựa dụng cụ cắt phù hợp, thiết lập vật liệu, và điều khiển động cơ để tạo ra các chuyển động xoay đồng đều. Điều này giúp đạt được độ chính xác cao trong quá trình gia công, đặc biệt là khi làm việc với các vật liệu kim loại đòi hỏi sự chính xác như nhôm hoặc thép.
 |
Ưu điểm nổi bật của nó là tính đơn giản và linh hoạt trong việc sản xuất hàng loạt. Khả năng xử lý nhanh chóng và chi phí sản xuất thấp đã làm cho phay thuận trở thành lựa chọn phổ biến cho việc sản xuất các chi tiết có số lượng lớn. Phương pháp này không chỉ được ứng dụng rộng rãi trong chế tạo máy mà còn trong sản xuất linh kiện điện tử.
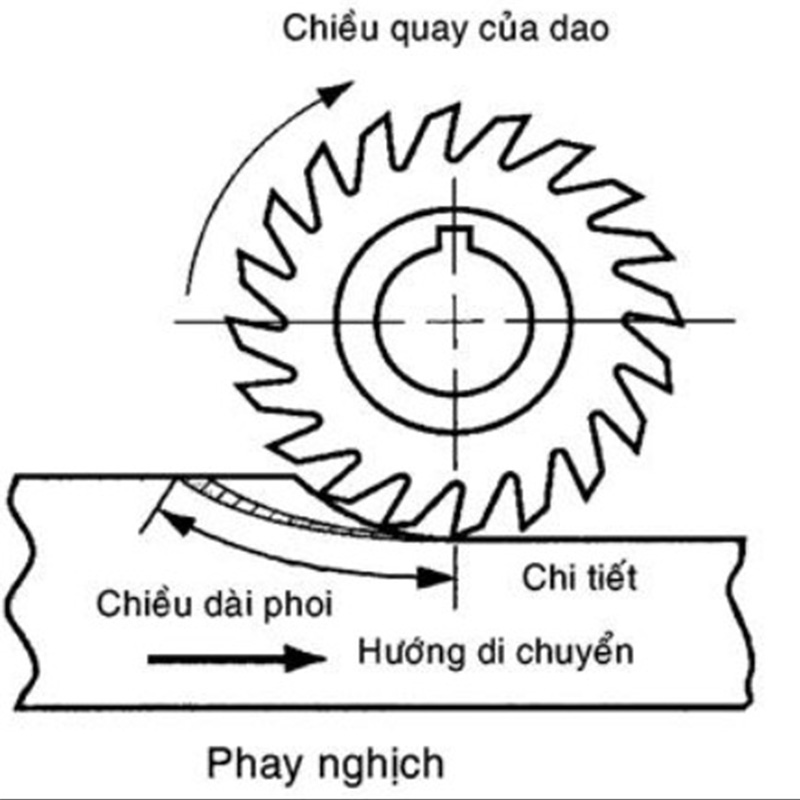
3.2 Phay nghịch
Phay nghịch, một kỹ thuật gia công kim loại tiên tiến, đóng vai trò quan trọng trong sự đổi mới và mở rộng khả năng tạo hình của ngành công nghiệp chế tạo. Đây không chỉ là một phương pháp gia công mà còn là một cách tiếp cận sáng tạo, nơi mà dụng cụ cắt xoay di chuyển ngược lại với hướng của vật liệu. Nó có thể tạo ra những chi tiết với độ hoàn hảo cao và bề mặt hoàn thiện tuyệt vời.
Quá trình này tạo ra những chi tiết phức tạp và nhỏ với độ hoàn thiện đặc biệt cao, đáp ứng được yêu cầu của các ứng dụng cơ khí. Phay nghịch không chỉ giới hạn trong việc gia công kim loại. Sự tích hợp của công nghệ CNC đã mang lại linh hoạt và chính xác hơn trong quá trình gia công. Điều này giúp tối ưu hóa sản xuất và kiểm soát chặt chẽ quá trình gia công, từ đó gia tăng hiệu suất và đảm bảo chất lượng sản phẩm.
 |
Như một ví dụ về sự đổi mới và sáng tạo, phay nghịch đã mở ra nhiều cơ hội mới trong thiết kế và sản xuất. Không chỉ tạo ra các chi tiết kim loại với độ hoàn thiện cao, mà còn được áp dụng trong việc gia công vật liệu khác như nhựa và gỗ. Phay nghịch không ngừng phát triển, đóng góp vào sự tiến bộ của ngành cơ khí và các lĩnh vực liên quan.
3.3 Phay thô
Phay thô, một trong những phương pháp gia công kim loại cơ bản nhưng quan trọng. Nó đóng vai trò then chốt trong quá trình chế tạo kim loại. Khác biệt với phay thuận và phay nghịch, phay thô chủ yếu nhằm loại bỏ một lượng lớn vật liệu trên phôi. Phương pháp này tạo ra bề mặt “thô” hoặc chưa được hoàn thiện.
Phương pháp này sử dụng dụng cụ cắt xoay để cắt hoặc đánh bóng vật liệu kim loại. Mặc dù phương pháp này không tạo ra các sản phẩm có thành phẩm như phay thuận hoặc phay nghịch, nhưng nó là bước quan trọng để chuẩn bị vật liệu cho các công đoạn gia công tiếp theo.
 |
Mặc dù phay thô không chú trọng nhiều vào việc tạo hình chi tiết, nhưng đóng vai trò quan trọng trong việc chuẩn bị bề mặt cho giai đoạn gia công sau này. Thường được sử dụng để làm phẳng bề mặt, cắt đối xứng, hoặc loại bỏ các đốm không đồng đều trên vật liệu.
Phay thô không chỉ là một bước chuẩn bị, mà còn thường được áp dụng trong các quy trình sản xuất hàng loạt. Tính chất nhanh chóng và hiệu quả của nó làm cho phay thô trở thành một phương pháp phổ biến trong ngành công nghiệp chế tạo kim loại. Mặc dù có thể không thu hút sự chú ý như các phương pháp gia công khác, nhưng vai trò của phay thô là không thể phủ nhận trong quá trình chế tạo kim loại hiện đại.
3.4 Phay Tinh
Phay tinh, hay còn được biết đến là phay siêu chính. Đây là một kỹ thuật gia công kim loại cao cấp, chủ yếu tập trung vào việc tạo ra các bề mặt siêu chính xác. Phay tinh trở thành lựa chọn ưa thích trong những ứng dụng đặc biệt yêu cầu độ tinh xảo cực kỳ cao. Ví dụ, như chế tạo máy chính xác và sản xuất thiết bị quang học.
Các dụng cụ cắt xoay được thiết kế để loại bỏ một lớp mỏng vật liệu từ bề mặt khi thực hiện kỹ thuật này. Điều này đòi hỏi sự chính xác và kiểm soát chặt chẽ để đảm bảo rằng bề mặt cuối cùng đạt được độ mịn và phẳng nhất có thể. Máy phay tinh thường được trang bị công nghệ CNC để đảm bảo chính xác trong quá trình gia công.
 |
Phay tinh không giới hạn trong việc gia công kim loại mà còn được áp dụng rộng rãi trong việc làm việc với các vật liệu như thủy tinh và tinh thể. Điều này làm cho nó trở thành một công nghệ chủ chốt trong việc sản xuất các thành phần chính xác cho công nghiệp quang học và điện tử.
Với khả năng tạo ra bề mặt mịn màng và chính xác đáng kinh ngạc. Nó đã trở thành một công nghệ quan trọng trong việc phát triển và tiến bộ của ngành công nghiệp chế tạo kim loại hiện đại.
3.5 Phay mặt phẳng
Phay mặt phẳng, một trong những kỹ thuật quan trọng nhất trong gia công kim loại. Nó được ứng dụng nhiều trong việc tạo ra các bề mặt phẳng và chính xác. Áp dụng rộng rãi trong nhiều ngành công nghiệp, từ chế tạo máy đến sản xuất thiết bị điện tử, phay mặt phẳng giúp tạo ra các chi tiết có độ bám dính và độ chính xác cao.
Quá trình phay mặt phẳng bắt đầu bằng việc sử dụng dụng cụ như dao phay phẳng, di chuyển qua bề mặt vật liệu. Phương pháp này loại bỏ các vật liệu dư thừa và tạo ra bề mặt chuẩn xác. Điều này đặt ra yêu cầu cao về độ hoàn thiện của máy móc và dụng cụ cắt được sử dụng. Nó có khả năng thực hiện được trên nhiều loại vật liệu như nhôm, thép, hay thậm chí titan.
 |
Phương pháp này có thể đáp ứng đòi hỏi chặt chẽ của nhiều ngành công nghiệp. Phay mặt phẳng là một nghệ thuật đòi hỏi sự chuyên nghiệp và kiểm soát chặt chẽ, đóng vai trò quan trọng trong việc sản xuất các chi tiết đòi hỏi sự chính xác và đẳng cấp.
3.6 Phay Lazang
Đây một trong những phương pháp gia công kim loại quan trọng trong ngành sản xuất ô tô. Nó đóng vai trò quyết định trong việc tạo ra các bánh xe chất lượng cao với độ bền và độ chính xác tối ưu. Bằng những dụng cụ cắt xoay chuyên dụng, phương pháp này tạo ra hình dạng và kích thước chính xác cho bề mặt lazang.
Với sự tiện lợi của công nghệ CNC, phay lazang tạo ra các bánh xe với độ chính xác và độ bền tối ưu. Ngoài ra, nó còn cung cấp tính linh hoạt trong việc tạo ra các mô hình và thiết kế đa dạng. Điều này làm cho phương pháp gia công này trở nên quan trọng trong quá trình sản xuất hàng loạt và tùy chỉnh của các loại lazang khác nhau.
 |
Khả năng xử lý với độ hoàn thiện cao, nhanh chóng và tối ưu được chi phí là những ưu điểm nổi bật của phay lazang. Điều đó làm cho nó trở thành một trong những kỹ thuật phổ biến trong ngành công nghiệp ô tô. Sự đổi mới trong quá trình phay lazang không chỉ giới hạn trong việc gia công kim loại mà còn mở ra cơ hội trong việc sử dụng các loại vật liệu mới và thiết kế lazang sáng tạo, góp phần vào sự phát triển liên tục của ngành sản xuất ô tô.
4. Đặc điểm của phương pháp gia công phay
4.1 Khả năng của phương pháp gia công phay
Gia công phay có tính ứng dụng cao bởi nó cho phép gia công được trên nhiều dạng bề mặt khác nhau với nhiều dạng chi tiết phức tạp, đồng thời người thợ cơ khí có thể mở rộng khả năng của công nghệ phay bằng nhiều cách khác nhau, chẳng hạn như chế tạo thêm đồ gá… Một số ứng dụng trong gia công phay như:
Phay trơn
Phay trơn là loại hoạt động phổ biến nhất của máy phay. Phay trơn được thực hiện để tạo ra bề mặt phẳng, phẳng, nằm ngang song song với trục quay của dao phay trơn. Các hoạt động còn được gọi là phay tấm.
Để thực hiện thao tác, công việc và dao cắt được bảo đảm đúng cách trên máy. Độ sâu cắt được thiết lập bằng cách xoay vít cấp liệu dọc của bảng. Và máy được khởi động sau khi chọn tốc độ và nguồn cấp dữ liệu phù hợp.
 |
Phay mặt
Phay mặt là thao tác máy phay đơn giản nhất. Thao tác này được thực hiện bởi một dao phay mặt quay quanh một trục vuông góc với bề mặt làm việc.
Hoạt động được thực hiện trong phay đơn giản, và dao cắt được gắn trên một cuống cây thông để thiết kế một bề mặt phẳng. Độ sâu cắt được điều chỉnh bằng cách xoay vít cấp chéo của bảng.
 |
Phay bên
Phay mặt bên là hoạt động sản xuất một mặt phẳng thẳng đứng ở mặt bên của phôi bằng cách sử dụng dao phay mặt bên. Độ sâu cắt được thiết lập bằng cách xoay vít cấp liệu dọc của bảng.
 |
Phay đai
Phay đai là hoạt động tạo ra một bề mặt thẳng đứng bằng phẳng ở cả hai mặt của phôi bằng cách sử dụng hai dao phay mặt được gắn trên cùng một cây thông.
Khoảng cách giữa hai máy cắt được điều chỉnh bằng cách sử dụng vòng đệm khoảng cách phù hợp. Phay phay đai thường được sử dụng để thiết kế các bề mặt vuông hoặc lục giác.
Phay góc
Phay góc là hoạt động tạo ra một bề mặt góc trên phôi khác với các góc vuông của trục của máy phay.
Rãnh góc có thể là góc đơn hoặc đôi và có thể thay đổi góc bao gồm tùy theo loại và đường viền của dao cắt góc được sử dụng. Một ví dụ đơn giản về phay góc là sản xuất khối chữ V.
 |
Phay gang
Phay gang là hoạt động gia công đồng thời nhiều bề mặt của phôi bằng cách cho bàn ăn vào một số dao cắt có đường kính giống nhau hoặc khác nhau được gắn trên đế của máy.
Phương pháp này tiết kiệm nhiều thời gian gia công và được sử dụng rộng rãi trong công việc lặp đi lặp lại. Tốc độ cắt của một nhóm máy cắt được tính từ máy cắt có đường kính lớn nhất.
Phay mẫu
Phay mẫu là hoạt động sản xuất đường viền không đều bằng cách sử dụng dao cắt mẫu.
Hình dạng không đều có thể là lồi, lõm hoặc bất kỳ hình dạng nào khác. Sau khi gia công, bề mặt hình thành được kiểm tra bằng thước đo mẫu. Tốc độ cắt đối với phay dạng nhỏ hơn 20% đến 30% so với phay trơn.
Phay hồ sơ
Phay hồ sơ là hoạt động tái tạo một phác thảo của mẫu hoặc hình dạng phức tạp của khuôn chủ trên phôi.
Máy cắt khác nhau được sử dụng để phay hồ sơ. Máy nghiền cuối là một trong những dao phay được sử dụng rộng rãi trong công việc phay hồ sơ.
Phay cuối
Phay cuối là hoạt động sản xuất bằng phẳng bề mặt có thể thẳng đứng, nằm ngang hoặc ở một góc tham chiếu đến mặt bàn.
Máy cắt được sử dụng là máy nghiền cuối. Các dao phay cuối cũng được sử dụng để sản xuất các khe, rãnh hoặc rãnh. Một máy phay đứng phù hợp hơn cho hoạt động phay cuối.
Phay cưa
Phay cưa là hoạt động sản xuất các khe hoặc rãnh hẹp trên phôi bằng cách sử dụng dao cưa.
Phay cưa cũng được thực hiện cho hoạt động chia tay hoàn toàn. Dao cắt và phôi được đặt theo cách sao cho dao cắt được đặt trực tiếp lên một trong các khe T của bàn.
Phay rãnh, rãnh và khe
Hoạt động sản xuất các rãnh, rãnh và khe có hình dạng và kích cỡ khác nhau có thể được thực hiện trong một máy phay. Nó được thực hiện bằng cách sử dụng dao phay thông thường, cưa xẻ kim loại, máy nghiền cuối hoặc bằng dao phay bên.
Các khe hở có thể được cắt bằng dao phay trơn, cưa rạch kim loại hoặc bằng dao phay cạnh. Các khe kín được sản xuất bằng cách sử dụng endmills.
Khe dovetail hoặc khe T được sản xuất bằng cách sử dụng các loại dao cắt đặc biệt được thiết kế để tạo ra hình dạng cần thiết trên phôi.
Khe thứ hai được cắt theo góc vuông với khe thứ nhất bằng cách đưa công việc qua máy cắt.
Khóa gỗ được thiết kế bằng cách sử dụng dao cắt khe gỗ. Các rãnh tiêu chuẩn được cắt trên trục bằng cách sử dụng dao phay mặt hoặc dao phay đầu. Dao cắt được đặt chính xác tại đường trung tâm của phôi và sau đó cắt được thực hiện.
 |
Cắt bánh răng
Hoạt động cắt bánh răng được thực hiện trong máy phay bằng cách sử dụng dao cắt giảm hình thức. Máy cắt có thể là loại hình trụ hoặc loại máy nghiền cuối. Hồ sơ cắt phù hợp chính xác với không gian răng của bánh răng.
Các răng bánh răng cách đều nhau được cắt trên một bánh răng trống bằng cách giữ công việc trên một đầu lặn phổ quát và sau đó lập chỉ mục cho nó. Hoạt động cắt bánh răng được thực hiện trong máy phay được mô tả trong chương XII.
 |
Phay xoắn ốc
Phay xoắn ốc là hoạt động sản xuất sáo xoắn hoặc rãnh xung quanh ngoại vi của phôi hình trụ hoặc hình nón.
Hoạt động được thực hiện bằng cách xoay bảng đến góc xoắn yêu cầu. Và sau đó bằng cách quay và cho phôi vào các cạnh cắt quay của dao phay. Các ví dụ thông thường của công việc được thực hiện bởi các hoạt động phay xoắn ốc là
- Việc sản xuất dao phay xoắn ốc, bánh răng xoắn ốc, cắt rãnh xoắn ốc hoặc sáo trên một mũi khoan hoặc mũi khoan.
Phay cam
Phay cam là hoạt động sản xuất máy quay trong máy phay bằng cách sử dụng đầu chia phổ và phụ kiện phay dọc. Trống cam được gắn ở cuối trục chính phân chia và máy nghiền cuối được giữ trong phần đính kèm phay dọc.
Trục của trống cam và trục chính của máy nghiền cuối phải luôn song song với nhau khi cài đặt cho phay cam. Đầu chia được hướng vào vít cấp bảng để cam được xoay quanh trục của nó trong khi nó được đưa vào máy nghiền cuối.
Trục của cam có thể được đặt từ 0 đến 90 ° theo tham chiếu đến bề mặt của bảng để có được mức tăng khác nhau của cam.
Xay xát
Các hoạt động của máy phay ren được sử dụng để tạo ra các luồng bằng cách sử dụng một dao phay đơn hoặc nhiều ren. Hoạt động phay ren được thực hiện trong các máy phay ren đặc biệt để tạo ra các luồng chính xác với số lượng nhỏ hoặc lớn.
Các hoạt động đòi hỏi ba chuyển động lái xe trong máy. Một cho máy cắt, một cho công việc và thứ ba cho chuyển động dọc của máy cắt.
Khi thao tác được thực hiện bởi một dao phay ren đơn, đầu dao được xoay theo góc xoắn chính xác của ren. Dao cắt được quay trên trục chính và phôi được quay chậm về trục của nó. Chỉ được hoàn thành trong một lần cắt bằng cách đặt dao cắt ở độ sâu đầy đủ của ren và sau đó cho nó dọc theo toàn bộ chiều dài của phôi.
Khi ren được cắt bằng nhiều dao phay phay, trục dao cắt và trục chính được đặt song song với nhau sau khi điều chỉnh độ sâu cắt bằng với độ sâu đầy đủ của ren. Luồng được hoàn thành bằng cách đơn giản cho ăn dao cắt quay dọc theo khoảng cách bằng chiều dài của ren trong khi công việc được xoay qua một vòng quay hoàn chỉnh.
4.2 Độ chính xác và năng suất trong gia công phay
Độ chính xác trong gia công phay, chất lượng bề mặt chi tiết và năng suất sản xuất khi áp dụng công nghệ gia công phay sẽ phụ thuộc chủ yếu vào các yếu tố sau:
- Vật liệu phôi.
- Vật liệu và chất lượng của dao phay.
- Trạng thái bề mặt gia công.
- Độ cứng vững của hệ thống máy phay.
- Tay nghề, kinh nghiệm của thợ máy, kỹ thuật viên gia công.
4.3 Vật liệu phôi có thể dùng và không thể dùng trong gia công phay CNC
Phương pháp gia công phay CNC có thể áp dụng trên nhiều loại vật liệu khác nhau, phổ biến nhất là sắt, thép, inox, gang, đồng, đồng thau, titan, nhôm… Ngoài ra thì phương pháp gia công phay CNC còn áp dụng được với những vật liệu phôi mà các máy phay cơ truyền thống không xử lý được như các loại nhựa ABS, POM, Nylon, gỗ, bọt, kính…
Mặc dù tính ứng dụng cao trên nhiều loại vật liệu, nhưng cũng có một số vật liệu không thể gia công bằng phương pháp phay như cao su, silicon, gốm…
5. Ưu điểm của phương pháp gia công phay
Do đặc điểm dao phay có nhiều lưỡi dao nên thường rất lâu mòn, đồng thời lượng chạy dao lớn nên phương pháp gia công phay mang đến năng suất sản xuất cao.
Khả năng ứng dụng cao, tính tổng khối lượng gia công cắt gọt thì phay chiếm khoảng 20%.
Độ chính xác trong gia công phay là tương đối cao.
Gia công an toàn hơn vì phoi đứt đoạn, ít gây nguy hiểm cho thợ máy.
7. Nhược điểm của phương pháp gia công phay
Gia công phay khó áp dụng với những chi tiết mỏng bởi phôi rất dễ vỡ trong quá trình cắt. Thông thường phôi kim loại phải có độ dày từ 0.8mm trở lên thì mới áp dụng được trong gia công phay.
Giá thành của các máy phay CNC là khá cao.
8. Quy trình gia công phay CNC cơ bản
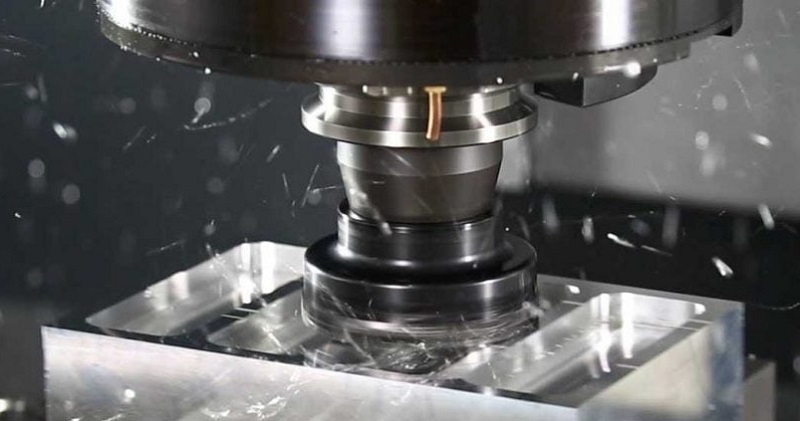 |
Để tạo ra một sản phẩm đạt chất lượng cao được thực hiện bởi phương pháp gia công phay cần trải qua quy trình gồm nhiều bước:
Bước 1: Kiểm tra phôi và vật liệu gia công
Trước tiên, chúng ta cần kiểm tra hay đo đạc kích thước phôi so với kích thước trên bản vẽ. Đồng thời kiểm tra vật liệu gia công.
Bước 2: Gia công phay thô phôi
Dựa vào kích thước chính xác của chi tiết trên bản vẽ và kích thước đo được thực tế trên phôi. Từ đó sẽ quyết định phay thô phôi như thế nào.
Bước 3: Kiểm tra dữ liệu thiết kế —> Thiết kế mô hình trên CAD
Các nội dung cần kiểm tra trên bản vẽ chi tiết gồm: kích thước, độ nhám, hình dạng, vật liệu gia công.
Bước 4: Lập trình CAM
- CAM chính là sự kế thừa của kỹ thuật hỗ trợ máy tính (CAE). Nó thường được sử dụng song song với thiết kế hỗ trợ máy tính (CAD).
- Kiểm tra chương trình CAM.
Bước 5: Cài đặt máy phay CNC
Bước này bạn cần thực hiện các công việc sau đây:
- Kiểm tra kích thước gia công chi tiết.
- Xác định chuẩn 2D, 3D.
- Kiểm tra, rà gá chi tiết.
Bước 6: Tiến hành vận hành máy phay CNC
Vận hành máy; đo đạc, đánh giá và kiểm tra kích thước theo bản vẽ yêu cầu.
9. Các bước vận hành máy phay CNC
 |
Với máy phay CNC, chúng ta có khá nhiều loại, cấu tạo máy phay CNC khác nhau đồng nghĩa quy trình vận hành của từng dòng cụ thể cũng khác nhau. Tuy nhiên, trong số đó loại máy phay CNC 3 trục được sử dụng phổ biến hơn cả. Ngay sau đây là các bước vận hành loại máy này mời các bạn tham khảo:
- Bước 1: Chuẩn bị làm sạch máy và bề mặt chi tiết.
- Bước 2: Mở máy.
- Bước 3: Chọn dao lắp đặt dụng cụ dao cắt cần thiết.
- Bước 4: Gá phôi và set phôi.
- Bước 5: Thực hiện hiệu chỉnh các thông số gồm set dao, bù dao an toàn.
- Bước 6: Tiến hành tải chương trình CNC vào máy, bù dao cho gia công và cho chạy máy.
10. Phần mềm sử dụng trong phay CNC
Tương tự như phần mềm sử dụng trong gia công cnc, phay cnc sử dụng các phần mềm chính sau: phần mềm CAD>>phần mềm CAM. Phần mềm CAD thiết kế bản vẽ, sau đó sẽ chuyển dữ liệu CAD sang phần mềm CAM để máy phay CNC có thể hiểu và vận hành theo lệnh lập trình phay CNC.
TOP 15 phần mềm thường dùng để lập trình CAM, lập trình phay CNC
| Tên | HĐH | Định dạng file |
|---|---|---|
| BobCAD-CAM | Windows | dxf, dwg, iges, igs, step, stp, acis, sat, x_t, x_b, cad, 3dm, sldprt, stl, prt |
| CAMBAM | Windows | cb, dxf, 3ds, stl, tap, nc, gbr |
| CAMWorks | Windows | sab, sat, dwg, dxf, dwf, ipt, iam, idw, model, exp, catpart, catproduct, ai, eps, ad_part, ad_smp, igs, ckd, x_t, x_b, prt, asm, 3dm, par, psm, sldprt,sldasm, stp, step, stl, vda |
| CATIA | Windows | 3dxml, catpart, igs, pdf, stp, STL, vrml |
| EdgeCAM | Windows | ipt, iam, sldprt, x_t, xml, brep, ppf, prt, des, pdt, CATpart, CATproduct, a3d, m3d, and more… |
| Esprit | Windows | step, iges, dxf, stl, ipt, iam, sldprt, sat, prt, asm, and more… |
| Fusion 360 | Windows and Mac | catpart, dwg, dxf, f3d, igs, obj, pdf, sat, sldprt, stp |
| GibbsCAM | Windows | vnc, gcpkg, acis-sat, dxf, iges, parasolid, txt, step, asm, prt, vda, dlv, model, exp, sldprt, sldasm, catpart, catproduct, par, 3dm, ckd, dwg, stl, fb, x_b, p_b, zip |
| hyperMill | Windows | 3dxml, 3dm, 3ds, 3mf, amf, dwg, dxf, idf, ifc, obj, pdf, sldprt, stp, STL, vrml |
| HSM/HSM Works | Windows | catpart, catproduct, prt, sldprt,sldasm, stp, step, stl |
| Mastercam | Windows | sab, sat, dwg, sxf, ipt, iam, idw, model, exp, catpart, catproduct, ad_prt, ad_smp, igs, ckd, x_t, x_b, prt, asm, 3dm, par, psm, asm, slddrw, sldprt, sldasm, stl, vda |
| Powermill | Windows | iges, step, stl, catpart, catproduct, nx |
| Siemens NX CAM | Windows, macOS, Linux | asm, dat_default, dxf, jt, lek, prt, tso, xli |
| SolidCAM | Windows | 3dxml, 3dm, 3ds, 3mf, amf, dwg, dxf, par, idf, ifc, obj, pdf, sldprt, stp, vrml, igs, ipt, prt, rvt, sldprt, stl, x_b, xgl |
| SolidWorks CAM | Windows | 3dxml, 3dm, 3ds, 3mf, amf, dwg, dxf, idf, ifc, obj, pdf, sldprt, stp, STL, vrml |
| SprutCAM | Windows | iges, dxf, stl, vrml, step, sldasm, sldprt, asm, par, psm, pwd |
11. Phân biệt 3 loại máy phay CNC phổ biến tại Việt Nam
| Loại máy phay CNC | Đặc điểm các loại máy phay CNC |
| Máy phay CNC 3 trục | Có khả năng quản lý hầu hết các nhu cầu gia công Có khả năng sản xuất các sản phẩm giống như các máy có nhiều trục Thích hợp cho hoạt động tự động hoặc tương tác, cắt cạnh sắc, lỗ khoan, khe phay, vv Thiết lập máy đơn giản nhất (A) Chỉ yêu cầu một máy trạm (A) Yêu cầu kiến thức cao hơn cho các nhà khai thác (D) Mức độ hiệu quả và chất lượng thấp hơn (D) |
| Máy phay CNC 4 trục | Có khả năng hoạt động trên các vật liệu khác nhau, từ nhôm và ván composite đến bọt, PCB và gỗ Thích hợp cho thiết kế quảng cáo, sáng tạo nghệ thuật, tạo thiết bị y tế, nghiên cứu công nghệ, xây dựng nguyên mẫu sở thích và ứng dụng công nghiệp Chức năng lớn hơn máy 3 trục (A) Mức độ chính xác và chính xác cao hơn máy 3 trục (A) Thiết lập máy phức tạp hơn Máy 3 trục (D) Đắt hơn máy 3 trục (D) |
| Máy phay CNC 5 trục | Có sẵn nhiều cấu hình trục (ví dụ: 4 + 1, 3 + 2 hoặc 5) Thích hợp cho hàng không vũ trụ, kiến trúc, y tế, quân sự, dầu khí và các ứng dụng nghệ thuật và chức năng Chức năng và khả năng lớn nhất (A)Tùy thuộc vào cấu hình., Hoạt động nhanh hơn máy 3 trục và 4 trục (A) Mức chất lượng và độ chính xác cao nhất (A) Tùy thuộc vào cấu hình., Hoạt động chậm hơn so với máy 3 trục và 4 trục (D) Đắt hơn máy 3 trục và 4 trục (D) |
12. Ứng dụng của gia công phay trong thực tế
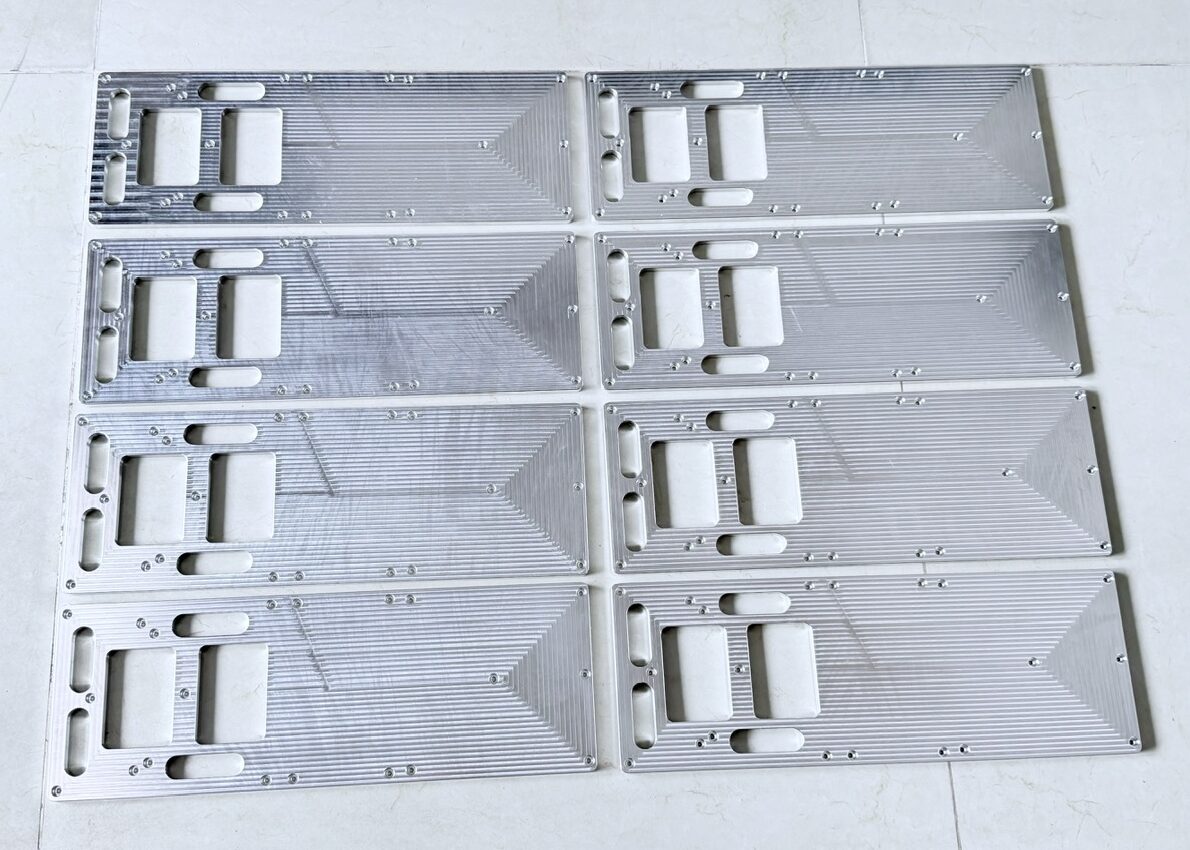
Đây là một phương pháp gia công cơ khí phổ biến, được ứng dụng rộng rãi trong nhiều ngành công nghiệp khác nhau. Gia công phay có thể đáp ứng được các yêu cầu kỹ thuật và thẩm mỹ của người sử dụng. Dưới đây là một số ví dụ về các ứng dụng của nó trong thực tế:
Ô tô: Gia công phay được sử dụng để tạo ra các chi tiết cơ khí cho các bộ phận của xe hơi, như động cơ, hộp số, bánh xe, khung xe, vô lăng, cửa xe, đèn xe và nhiều bộ phận khác.
Hàng không: Gia công phay được sử dụng để tạo ra các chi tiết cơ khí cho các bộ phận của máy bay, như cánh, thân, đuôi, động cơ, hệ thống điều khiển, hệ thống nhiên liệu và nhiều bộ phận khác.
 |
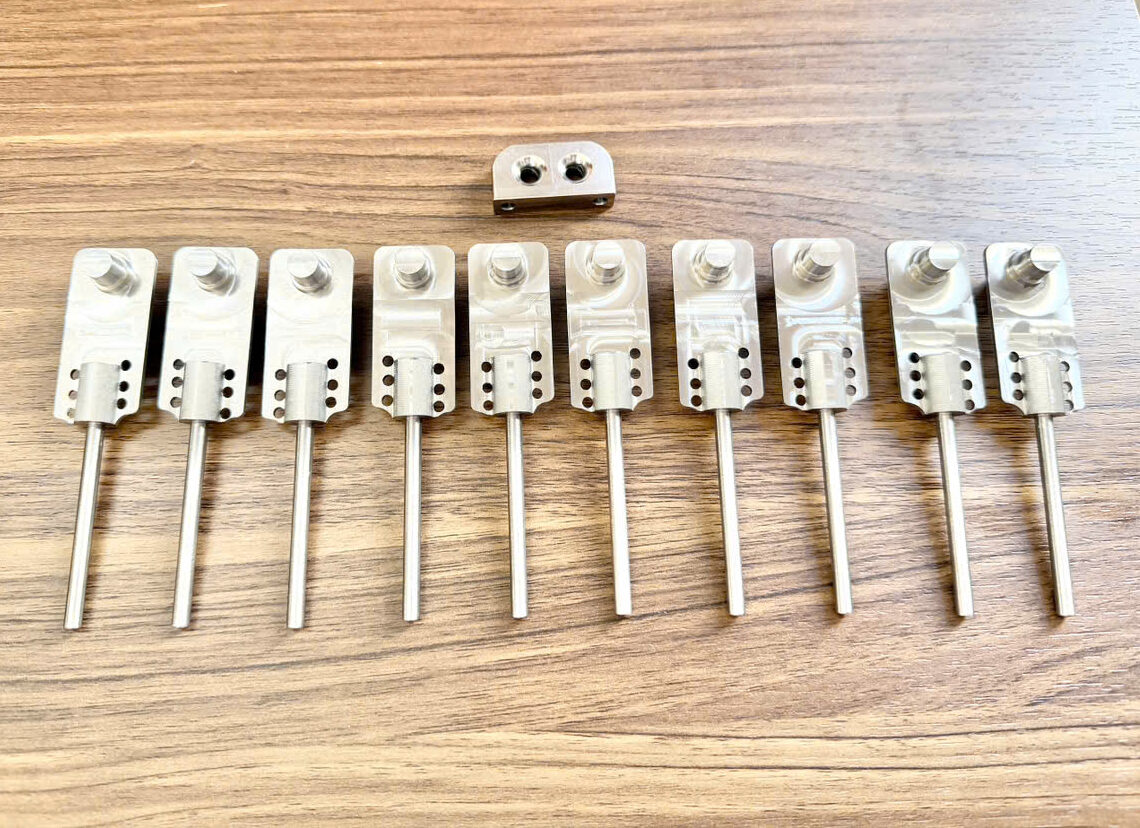
Y tế: Gia công phay được sử dụng để tạo ra các chi tiết cơ khí cho các thiết bị và phụ tùng y tế, như máy x-quang, máy siêu âm, máy MRI, máy thở, máy tim, máy đo huyết áp, máy đo đường huyết, máy tiêm, máy cấy ghép, máy nội soi và nhiều thiết bị khác.
Ngoài ra, trong sản xuất hàng loạt và tùy chỉnh, gia công phay cũng được áp dụng rộng rãi trong việc chế tạo các chi tiết cơ khí cho nhiều ngành công nghiệp khác nhau như công nghiệp năng lượng, điện tử, và công nghiệp công nghệ cao cũng như phụ kiện ống gió. Điều này chứng minh rằng đây không chỉ là một phương pháp chế tạo thông dụng, mà còn là một công nghệ quan trọng. Đóng góp vào sự phát triển toàn diện của nhiều ngành công nghiệp hiện đại.